|
有益的加工製造程序
|
加工程序所引起有益的殘留應力包括表面硬化,在材料的表面內誘導出一些殘餘壓縮應力。如搪光,研磨和拋光等表面增強加工製作程序是可去除表面缺陷和應力集中。表面輥軋也可引起的壓縮應力。但這些的加工程序都被限定在圓形的幾何形狀或表面。珠擊的加工方式沒有任何幾何形狀的限制同時其產生的結果通常是最經濟的。 |
|
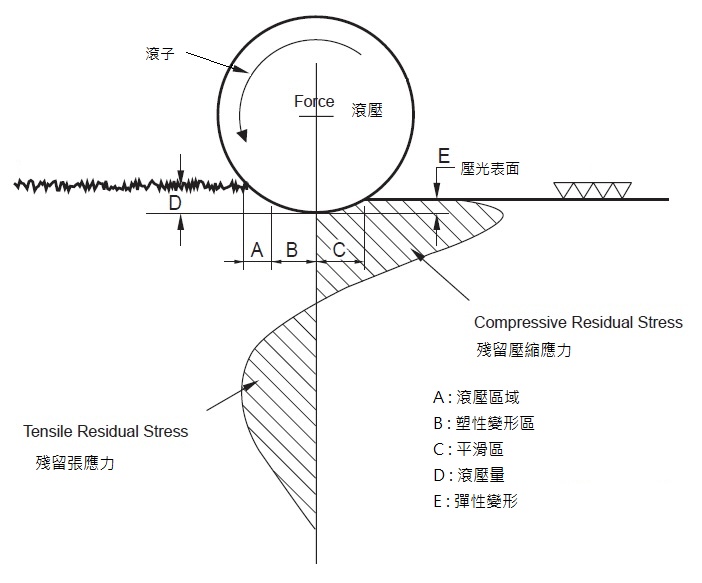
滾壓
|
滾壓時會使得表面產生塑性變形從而將車銑的粗糙表面因變形而使表面產生光滑的表面同時帶來優質的壓縮美觀,光滑表面減少了車銑所產生的表面粗糙度也降低了切削力㾗所以產生的電流集中點,引入的壓縮短路延長了元件的使用壽命。具有方向性的滾壓方向的壓力應力會大於平行線的方向。 |
|
|
搪磨、磨光、拋光
|
搪磨加工是利用砥石對於元件給予低速迴轉及往復運動、對孔內面加壓、對面磨削接觸以多量的研削液實施研削作用的精密加工,因移除量少對於元件的表面不會影響係數而產生高溫有害的熱影響,同時為因車銑而產生的粗糙面提供了精細化,降低了因車銑㾗故而造成的焦點。 拋光可以破壞SCC的產生。 搪磨同滾壓同樣有限制性,適用於圓孔的元件。 |
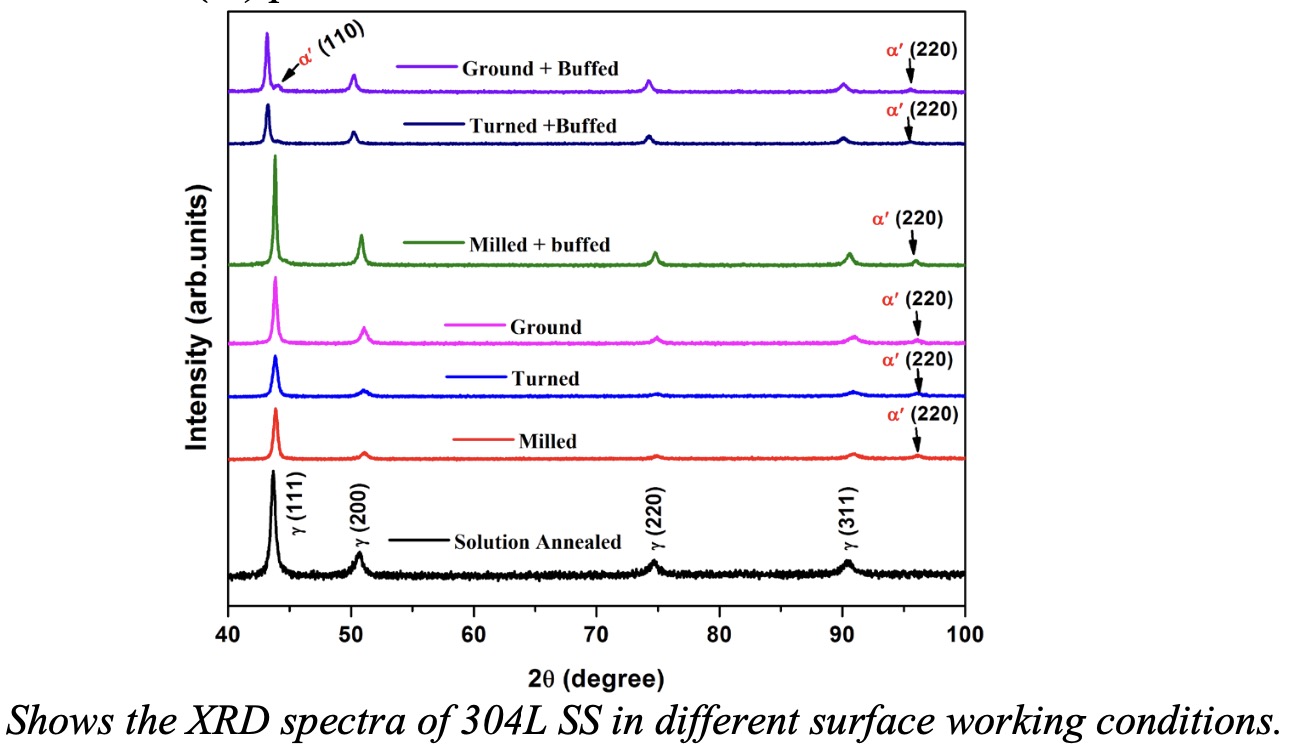
分佈和氯化物誘發 SCC 敏感性 的影響, Pandu Sunil Kumar1,a,#, Kamal Mankari1,b,#, Swati Ghosh Acharyya
|
|
滲碳、氮化
|
滲碳(氮化)處理是將碳原子或氮離子擴散在低碳鋼組織中,並以固溶強化的機制形成過飽和碳的結構,提高材料強度與表面硬度。碳或氮擴散到材料表面的晶界中因而使材表面產生有益的壓縮應力,但滲碳或氮化均須在高溫中作業,容易引起材料的變形。 | |
|
珠擊
|
珠擊是利用無數的球形介質有如暴雨一樣同時轟擊元件的表面,在材料的表面形成弧形的凹痕,每個顆粒介質都會在材料的表面上留下一道弧線形的印記,它和上述的面加工或線加工不同,以點成面的方式在材料的表面上產生壓印的㾗跡,每個凹點均是一個塑性變形區域,再覆蓋率的增加成下重複著衝擊產生均勻的塑性變性層,消除有害的加工程序所造成的拉申應力,同時導入良好的壓力來增加材料的強度及表面的硬度。珠擊表面因多重的塑性變形可讓材料表面晶粒細化達到奈米等級的細晶粒,可使材料表面硬化。 |
|
|
珠擊後配合滲碳、氮化處理可增加碳及氮的滲透率及深度,可比做純滲碳或氮化的硬度還高。 珠擊的加工方式是沒有型態上的限制,任何型式的工件均可做珠擊處理,同時珠擊處理沒有方向性及材料厚薄不均的限制,不會因加工方向或厚度不均而不同產生不同方向或不同區域的應力值。 |