|
在機械加⼯中,在銑削、車削、鑽削、研磨等過程中,殘餘應力的最終狀態將取決於被加⼯材料、⼑具、加⼯參數和冷卻液等因素,在這些過程中,應力的產⽣和修改是由⼯具執行的局部加熱和接觸壓力給出,可產⽣拉應力或壓應力。 對於承受週期性應力的機械部件來說,疲勞性能是一個嚴重的問題,特別是在安全性至關重要的情況下。部件的疲勞性能密切依賴其表面完整性,因為疲勞裂縫通常從自由表面開始。傳統的車鉗銑鉋研磨都屬於線性的加工方式,其加工過程中均會在材料的表面上產生連續性的線性紋理,而這些線性的紋理均是疲勞破瓌的啟始位置。疲勞破壞始於部件的表面,而這些細微的線性凹陷紋理均是裂縫開始的起點。 |
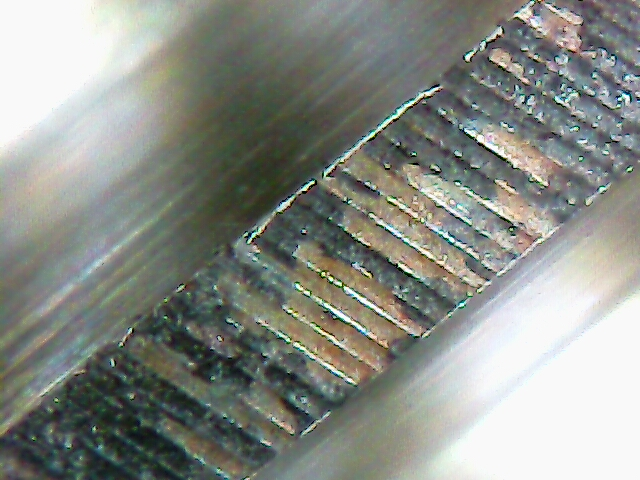
| 右圖顯示齒冠部份為車削製程,齒面及底部為研磨製程,都為線性的加工,車削的製程在表面留下明顯的波峰及波谷的紋理,齒面及齒底部份為研磨製程所以紋理比較細緻,倍數不足無法顯示其紋理狀況,但由表面看來其紋理承線狀的排列,倍數大一點也可看到溝槽狀的紋理。 |
|
|
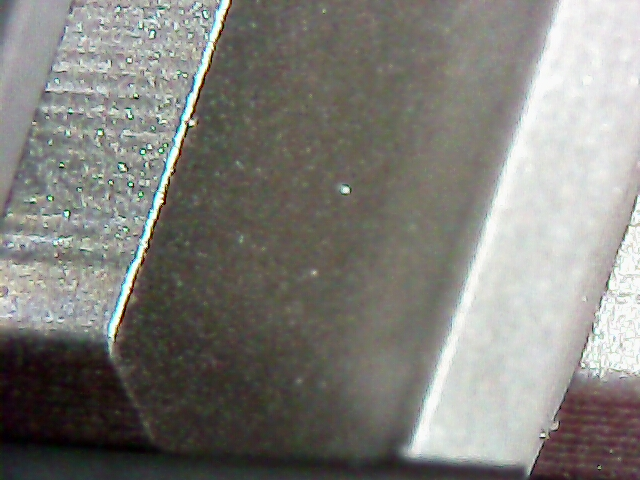
| 經由珠擊過後可看到車削的較為模糊,但仍可看到一致性的條紋排列,齒面及齒的部份幾乎看不到規則性線條的排列。 |
|