- Category: Uncategorised
| 鑄鋼珠可分為鑄鋼珠(Cast iron shot)、及不銹鋼珠(stainless shot)二種。 | |||
| 一般鋼珠多為鑄鋼珠包含不銹鑄鋼珠是最為廣泛使用的一種珠擊介質。鑄鋼珠是由霧化熔融的鋼液製造而成的,然後進行熱處理和分篩而得的材料。鑄鋼珠及不銹鋼鑄鋼珠多為研掃系統的珠擊機所使用,多用於噴洗大、中、小型鑄鋼、鑄鐵、型鋼、鋼管、鋼板,用來消除鑄件 (人工時效及表面清洗)、焊接件及鍛件 (不銹鑄鋼珠多用於鋁壓鑄件及非鐵系的鍛件) 的有害的熱應力,增加工件之疲勞強度及耐磨度。 |
|
鑄鋼珠 使用鋼珠的好處是它有較長的使用壽命相對於玻璃珠及陶瓷珠,製造簡單、容易取得,高比重可以很快的達到所須的強度,在性價比上也是其它形態的鋼珠所不能比的,其缺點是球形的形態較難為持,相對於高碳鋼珠及線段珠其粒徑尺寸範團較大,使用壽命不如高碳鋼珠及線段珠來得長。非鐵系的材料要用不銹鑄鋼珠來加工。
|

|
||
|
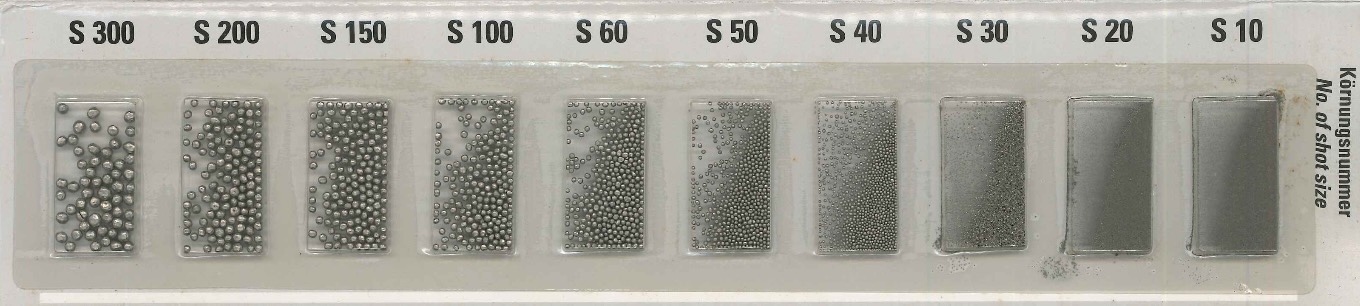
不銹鋼鑄鋼珠 不銹鋼鑄鋼珠生產方式和鑄鋼珠一樣,但其使用壽命比鑄鋼珠來得長,粒徑尺寸區間和鑄鋼珠一樣範圍較廣,球形的形態多樣性,價格比鑄鋼珠高但低於高碳鋼及線段珠,適用於非鐵系的工件上。 Material Alloyed Chrome-Nickel-Steel Standard / specification AMS 2431-4, SAE J444 Sizes S10,S20,S30,S40,S60,S100,S200,S300 Grain shape Spherical Hardness 30 to45 HRC Packaging 25 kg bag on Euro pallet up to 1000 kg, big bag, drum |
|
- Category: Uncategorised
 三沛有限公司
三沛有限公司
- Category: Uncategorised
| 焊接是殘餘應力的主要來源,特別是由於沿著局部區域產生的快速熱膨脹和收縮,相對於較冷的周圍區域,將非常高的熱源施加到小區域。電弧被引導的那一點從環境溫度迅速加熱到可以超過 1,600℃ 的溫度。金屬在熔融狀態下膨脹。當熔融焊池沿著接頭凝固時,已經凝固的焊接金屬和鄰近焊縫的固體基底金屬抵抗其收縮。 該收縮阻力在焊縫的縱向和橫向產生拉伸應變,通常會導致變形,如果應力過大則可能出現屈曲,導致應力腐蝕開裂和疲勞壽命的縮短。 |
.jpg)
|
|
所有焊縫都會有一些殘餘應力,永遠不會完全降低到零應變。 但是根據某些條件,壓力水平可能非常高。 輸入的熱源,基材金屬厚度,冷卻速率,焊接件的約束以及焊接程序,這些殘餘應力層都會被引入銲件中而起作用。
|
|
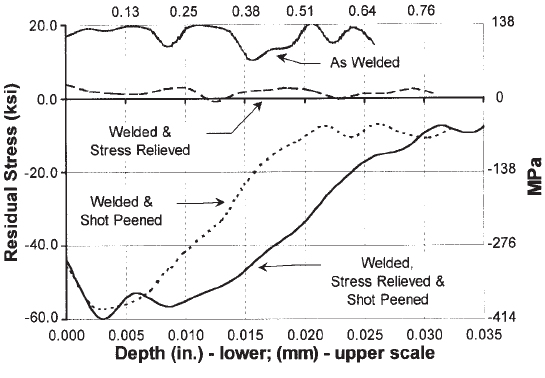
| 珠擊處理是在釋放從焊接熱影響區導致疲勞破壞的拉伸應力轉化成極為有利的壓縮應力來防止應力腐蝕的提早發生及增加疲勞壽命。 | ||
| 珠擊處理可細化焊接熱影響區表面的晶粒,微晶細化的強化是可以在不降低延展性和韌性的情況下來強化材料。經由細化微晶可以改善不銹鋼的晶間腐蝕和點蝕。 |
- Category: Uncategorised
|
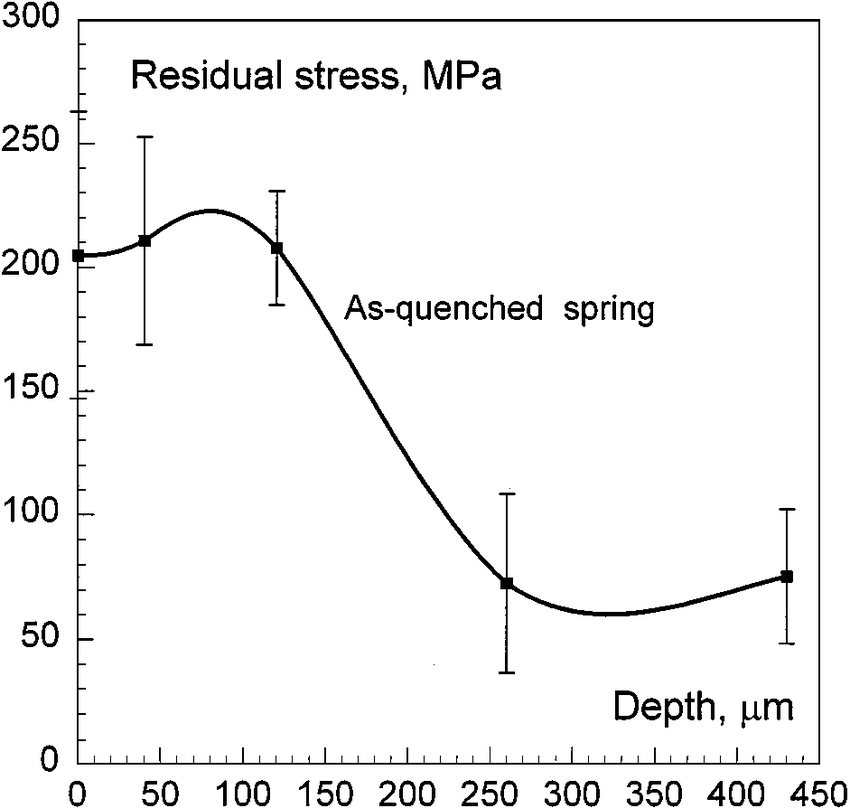
淬火硬化是一種廣泛使用的熱處理工藝,可以使碳鋼獲得更好的機械性能。 淬火處理是以相變的方式來做表面的改質處理,材料在高溫下急速冷卻會產生熱應力及變態應力,這是由於材料的冷卻速率不同而引起的熱應力及由沃斯田鐵相轉化成麻田散田相因晶粒由小變大而產生的變態應力,這兩種力都屬於張應力是材料破裂的應力來源。 |
|