Home
何謂珠擊
|
珠擊處理是泠加工程序的一種,可增加金屬的抗疲勞性和某些形式的應力腐蝕。轟擊表面所需的元素包含金屬(通常是鋼)、玻璃或陶瓷珠,以及足夠的力量來打凹所希望的部份的表面。當運用得當,它可以增加一些零件的使用壽命高達1000%。 珠擊處理引起硬化部份的表面產生塑性變形,這抵消部份因加工而被引入的表面拉伸應力,同時是它引入了有益的殘留壓縮應力,有助於加強零件的表面。珠擊處理偶而也用來控制或改變薄零件的形狀。 |
 |
傳統機械設計到數位化工程:應力分析、積層製造與珠擊技術的融合
|
傳統的機械設計方法主要基於簡單的理論公式,並透過經驗係數來調整,以適應特定情況。例如,在設計軸時,通常將其視為樑來計算「名義應力」,再乘以「理論應力集中係數」來估算最大臨界應力。這些應力集中係數可以在設計手冊中找到,但當遇到新的或獨特的設計時,則需要透過實驗測定,或者參考類似情況來進行調整,若實驗成本過高,則可能採用近似推估的方法。 |
|
隨著有限元素分析(FEA)的興起,設計方法發生了重大變革。FEA 可以提供更準確的應力計算結果,減少對繁瑣實驗的依賴,使設計變得更加精細化與數值化。儘管如此,即使是 FEA 模擬,也常假設材料是均勻、連續且無缺陷的。然而,在實際應用中,材料內部不可避免地存在缺陷,例如表面缺陷、夾雜物、孔洞等,這些缺陷可能成為裂紋擴展的起點,顯著影響材料的疲勞強度。 |
|
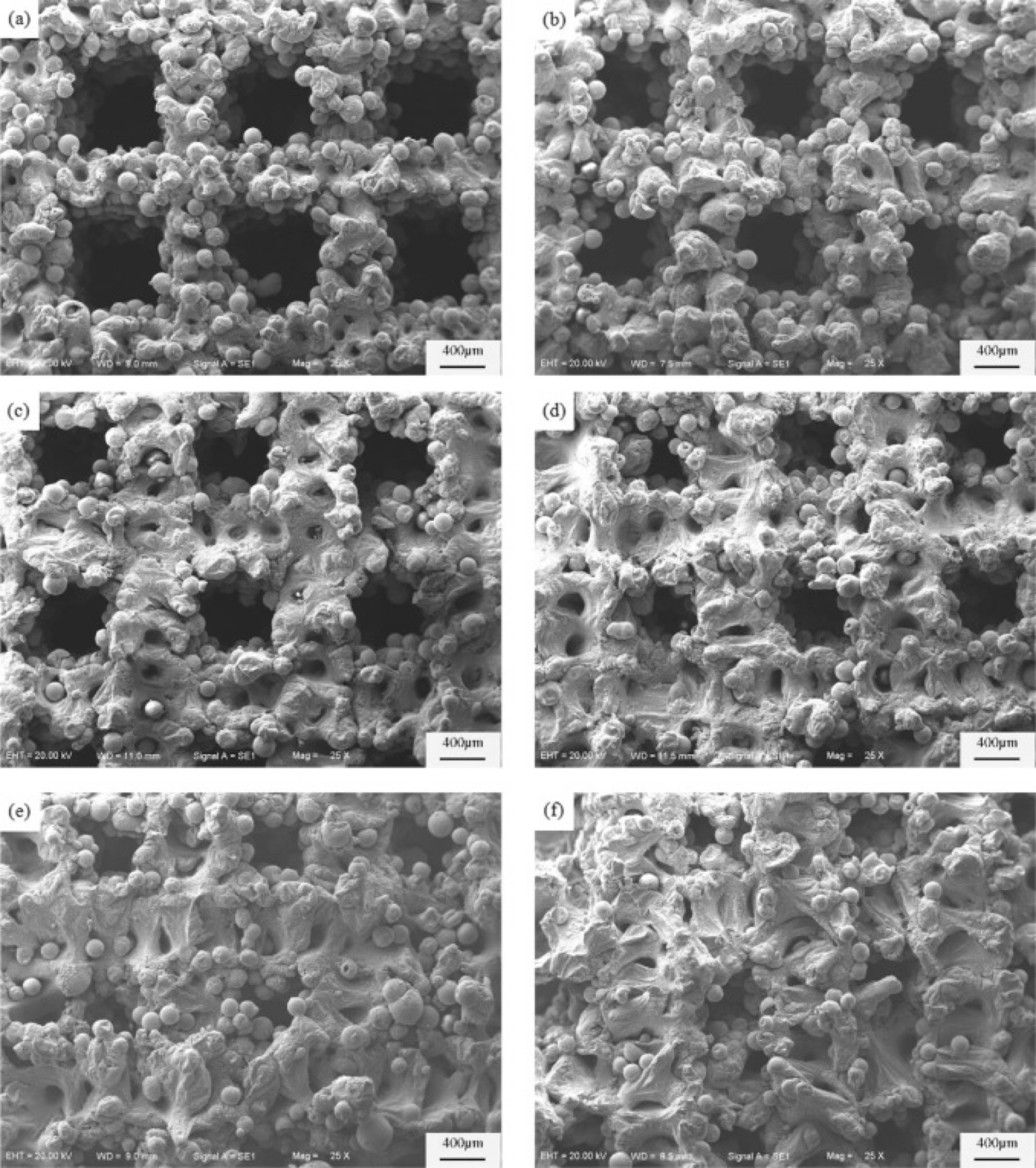
||||||||
|
積層製造(AM)與材料缺陷的挑戰 積層製造(Additive Manufacturing, AM)作為一種新興的製造技術,能夠實現複雜幾何結構、拓撲最佳化設計,並減少材料浪費。然而,與傳統的減材製造(如切削、鑄造)相比,AM 仍然面臨一些關鍵的材料缺陷問題,包括: •孔洞與氣孔(Porosity):在粉末床熔融(PBF)或選擇性雷射熔融(SLM)過程中,粉末顆粒熔融不完全或氣體捕獲,可能導致微小孔洞,進一步降低疲勞壽命。 •殘餘應力(Residual Stress):由於 AM 透過逐層熔融材料,冷卻過程中不同區域的膨脹與收縮不均勻,可能導致高殘餘應力,使零件易於變形或產生微裂紋。 •微裂紋(Microcracks):層間熔接不良或重疊熔池的不均勻性,會形成初始裂紋,影響結構強度與耐久性。 •表面粗糙度(Surface Roughness):AM 零件通常具有較高的表面粗糙度,這不僅影響接觸疲勞,還可能形成應力集中區,加速裂紋的萌生與擴展。 這些缺陷對 AM 零件的疲勞壽命產生極大的影響,特別是在航太、汽車與生醫領域,對於零件的強度與可靠性有嚴格要求。因此,如何有效地降低 AM 零件的缺陷影響,成為提升其結構性能的關鍵挑戰。 |
|
|
珠擊處理(Shot Peening)如何改善 AM 零件的性能? 珠擊處理是一種有效的表面強化技術,可用於改善 AM 零件的疲勞性能。其主要作用機制如下: 1. 消除殘餘拉應力(Residual Tensile Stress) •AM 製造過程可能導致高殘餘拉應力,促使裂紋擴展。而珠擊可引入殘餘壓應力(Residual Compressive Stress),有效抑制裂紋的形成與擴展,提高疲勞壽命。 2. 封閉微裂紋與孔洞 •珠擊可部分封閉表面與近表層的微裂紋,減少缺陷對疲勞強度的影響,特別是在高應力循環環境下,顯著提升抗疲勞能力。 3. 降低表面粗糙度 •AM 零件的表面較為粗糙,而珠擊能透過塑性變形使表面更加均勻,降低應力集中效應,提高零件耐久度。 4. 提升機械性質 •透過珠擊,AM 零件的表層可形成細晶強化區,提高抗拉強度與耐磨性,使其適用於更嚴苛的工作環境。 研究顯示,經過珠擊處理的 AM 零件,其疲勞壽命可提升30% ~ 100%,具體效果取決於材質、珠擊參數與缺陷類型。例如,在鈦合金 AM 零件的疲勞測試中,適當的珠擊條件能將其疲勞極限提高 50%,使其能夠符合航太等高要求應用場景。 |
諧波減速機(Harmonic Drive)在工業機器人的故障模式
由於工業用機器人通常是由多個子系統所組成,因此故障可能是由單一事件或其組合所造成。其中諧波減速機在機器人中的故障可能對其性能和功能造成顯著的影響。 |
|
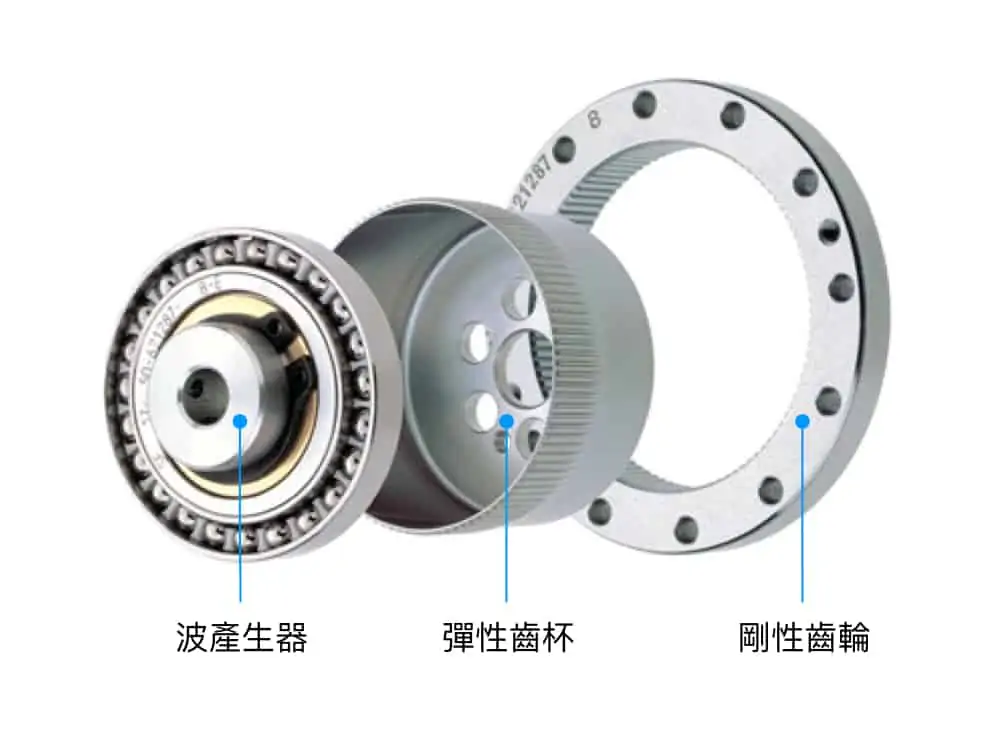
與傳統齒輪不同,諧波減速器中的嚙合只發生在沿著橢圓 WG 主軸的兩個點。這種獨特的特性允許約 20-30% 的齒在任何給定時間內持續接觸。這種廣泛的齒嚙合大大降低了背隙,並提高了系統的定位精度和可重複性,使得諧波減速機成為精密應用的理想選擇。諧波減速機主要用於需要輕量化和緊湊型解決方案的應用。它們可應用於航太工業或工業與協同式機器人手臂及人型機器人。 諧波減速機的運作模式主要依賴於其三個基本組件:諧波產生器、柔輪和剛輪。 |
| 1. 諧波產生器:這是一個特殊形狀的部件,通常為橢圓形或凸輪形狀,當 |
| 它轉動時會使柔輪產生可控的彈性變形。 |
| 2. 柔輪(Flex Spline):這是一種薄壁齒輪,因為波發生器的作用而變形, |
| 形成橢圓形,使得其長軸部分的齒與剛性齒輪相嚙合,而短軸部分則脫開。 |
| 3. 剛輪(Circular Spline):這是固定不動的內齒輪,其內部有內齒圈,與 |
| 柔輪的外齒圈相齒合。 |
| 運作原理 | ||||
| • 當諧波產生器旋轉時,它迫使柔性齒輪變形,形成橢圓形,柔性齒輪的長軸兩端的齒會與剛性齒輪完全嚙合,而短軸兩端的齒則完全脫開。 | 資料來源:華藝動畫有限公司 |
|
||
| • 隨著波發生器的持續旋轉,柔性齒輪的變形狀態不斷改變,使得其與剛性齒輪之的嚙合狀態也隨之改變。這個過程包括了啟動、嚙合、脫開等循環動作。 | ||||
| • 具體來說,當諧波產生器旋轉一圈時,由於柔性齒輪的齒數通常少於剛性齒輪,此在一個完整的旋轉中,柔性齒輪相對於剛性齒輪會緩慢地逆向旋轉,從而實現減速效果。 | ||||
|
失效模式
|
原因 | 狀態 | 結果 | ||||
| 齒尖裂紋(Tooth Crack) | 在高負載和高速運轉條件下,柔輪齒尖部分容易產生裂紋 |
這種裂紋通常源於長期振動和反覆應力作用 |
裂紋一旦形成會逐漸擴展,最終可能導致齒輪完全斷裂 |

Major Fault-to-Failure Mechanisms in Harmonic Drives |
|||
| 疲勞失效(Fatigue Failure) | 由於柔輪需要不斷變形,材料會受到循環應力 | 長時間運作後,材料疲勞會在微觀結構上產生累積損傷。 |
長期疲勞累積或過載導致應力集中最終可能導致柔輪表面出現疲勞裂紋或斷裂。 |

|
|||
|
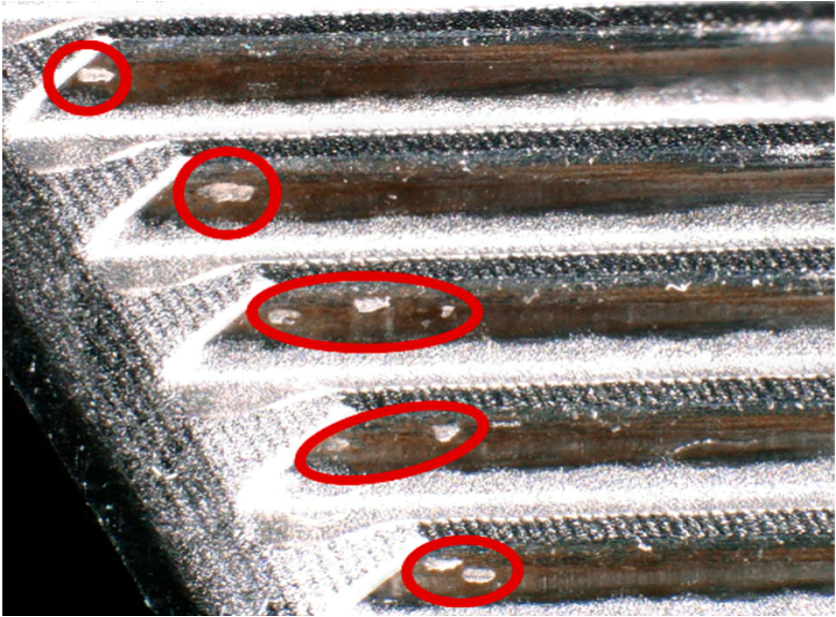
磨損 (Wear) |
柔輪與剛性齒輪(circular spline)和波發生器(wave generator)長期接觸摩擦 | 變形會導致傳動精度降低、齒輪間隙增大 | 嚴重變形可能使整個諧波傳動失效 |
 鋼輪(CIRCULAR spline) 齒幾乎沒有磨損痕跡,但柔輪(Flexspline)
齒則嚴重損壞。此外,諧波產生器內環在軌道兩側均有磨損痕跡。
資料來源:A Preliminary Experimental Study on the Effects of Wear on
theTorsional Stiffness of Strain Wave Gears.
|
|
||
|
塑性變形 (Plastic Deformation) |
工作溫度過高時,柔輪材料性能下降。 |
高溫可能導致材料軟化、強度降低。 |
長期高溫運行會加速其他失效模式的發展。 | ||||
|
熱損傷 (Thermal Damage) |
工作溫度過高時,柔輪材料性能下降 | 高溫可能導致材料軟化、強度降低 | 長期高溫運行會加速其他失效模式的發展 | ||||
| 柔輪點蝕(Pitting) | 點蝕(pitting)通常由表面疲勞引起,當齒面承受高赫茲接觸應力時 | 潤滑不足或潤滑油污染時更容易發生 | pitting通常分布在承受最大接觸應力的區域 |
the Effects of Wear on theTorsional Stiffness of Strain Wave Gears |
|||
| 齒輪端部變形(Cup Wall Deformation) | 柔輪杯壁(cup wall)是柔輪的關鍵結構部分 | 長期使用後可能出現邊緣變形或開裂 |
這種變形會影響柔輪的撓性和同心度 柔輪的失效模式主要涉及疲勞斷裂 |

柔輪柸底開裂 資料來源:Comprehensive Analysis of
Major Fault-to-Failure Mechanisms in Harmonic Drives
|
| 諧波驅動器的機械設計相對簡單,但諧波驅動器很容易受到各種潛在失效模式的影響,特定類型的磨損、變形和材料疲勞、循環負載、潤滑失效及熱應力等因素會導致關鍵元件隨時間退化。此外,環境條件和組裝不當等外部影響也會加速故障的發生,最終導致故障。 |
人型機器人和減速機的關係
|
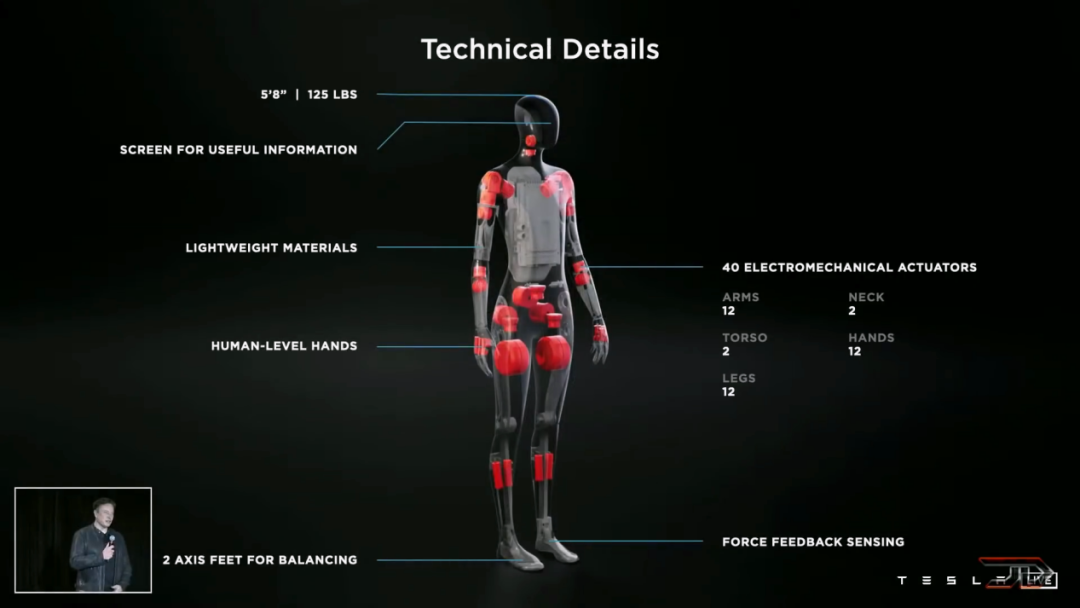
近年來因人工智慧的發展迅速,人型機器人(Humanoid Robots)也跟著AI的發展快速而被重視及研究,人型機器人相關的機構涵蓋了許多領域,包括機械設計、運動控制、人工智慧、機器視覺、人機互動等。其中人型機器人最重要的部件除了晶片以外其傳動結構也是在人型機器人中佔非常重要的一環。人型機器人在所有的運動中腳部的移動、跳動,手部的旋轉、上下位移及手腳互動的搬運物件所須要的快速反應及承載扭矩的變化,而馬達及減速機構就成為重要的部件了。一個完整的人型機器人通常包含以下關節驅動系統: |
總計:
每個驅動系統通常包含:
|
|
|
人型機器人的驅動與減速機構的種類
|
|
|
人型機器人減速機構中諧波減速機和行星式減速機其具體分布為: 諧波減速機(約15-20個)主要用於:
約占總體40% 至 60% 的減速機用量。 |
|
|
行星式減速機(約10-15個)主要用於:
也是約占 40% 至 60% 的減速機用量。 |
|
|||
|
選擇使用何種減速機構的標準:
這種配置可以確保:
選擇考量因素:
|
| 齒輪減速機構在人型機器人領域扮演著不可或缺的角色,其應用範圍涵蓋了從精密控制到動力傳輸等多個方面。在現代人型機器人設計中,主要採用諧波減速器和行星齒輪減速器兩種類型,這兩種減速機構各具特色,在不同的應用場景中發揮著重要作用。 |
Page 1 of 3